品牌哈特
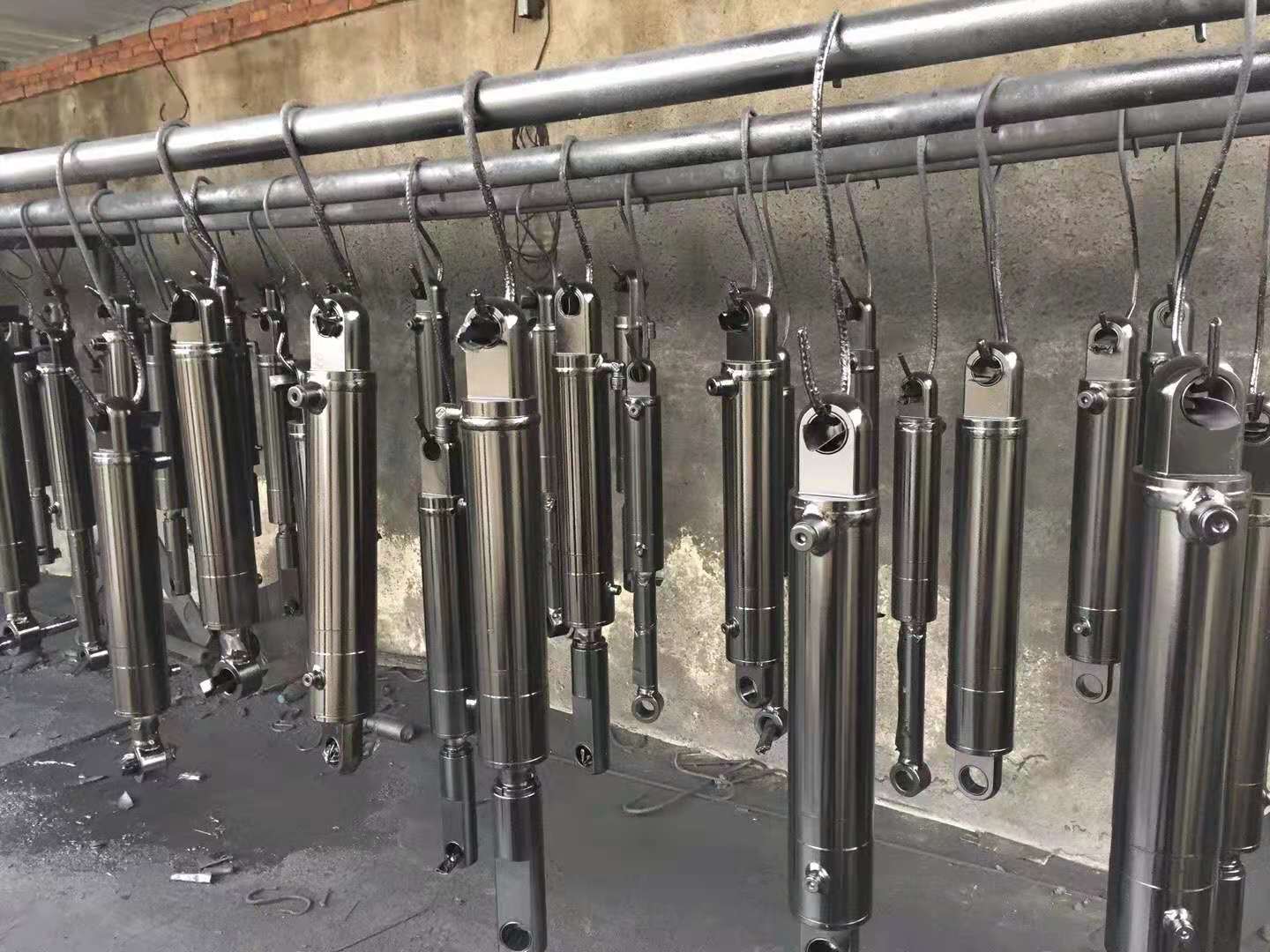
产品油缸
是否定制是
经营模式厂家
销售地区全国
油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍左右。以上数据说明,滚压工艺是的,能大大提高缸筒的表面质量。
油缸是工程机械主要部件,传统的加工方法是:拉削缸体——精镗缸体——磨削缸体。采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万——几百万),滚压刀(1仟——几万)。滚压后,孔表面粗糙度由幢滚前Ra3.2~6.3um减小为Ra0.4~0.8&um,孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%。
在液压系统中使用液压缸驱动具有一定质量的机构,当液压缸运动至行程终点时具有较大动能,如未作减速处理,液压缸活塞与缸盖将发生机械碰撞,产生冲击、噪声,有破坏性。为缓和及防止这种危害发生,因此可在液压回路中设置减速装置或在缸体内设缓冲装置。

液压油缸缸筒作为液压缸、矿用单体支柱、液压支架、炮管等产品的主要部件,其加工质量的好坏直接影响整个产品的寿命和可靠性。缸筒加工要求高,其内表面粗糙度要求为Ra0.4~0.8&um,对同轴度、耐磨性要求严格。缸筒的基本特征是深孔加工,其加工一直困扰加工人员。

液压油缸采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高缸筒疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了缸筒内壁的耐磨性,同时避免了因磨削引起的。滚压后,表面粗糙度值的减小,可提高配合性质。
盐城哈特机械有限公司"道合,出陈易新", 融合与创新是我们的经营理念,我们理解开放、融合是人类进步的主流,同时我们积创新,紧跟技术变革的新趋势。
http://cxxnrk.b2b168.com







